エコー高さと距離の関係・探触子の種類・垂直探傷と斜角探傷 Measuring Principle - Ultrasonic Flaw Detection
エコー高さと距離の関係
超音波探傷では、表示器(モニター)上のエコーを観察し、きずの大きさや位置(探触子からの距離)を推定します。
きずの位置(探触子からの距離)は、きずエコーのx軸位置から判断することができます。一方、きずの大きさは、きずエコー高さをもとに評価しますが、エコー高さはきずの大きさだけでなく、探触子からの距離にも影響を受けてしまいます。なぜならば、超音波は、伝わる距離が長くなると減衰により次第に弱くなり、エコー高さが低くなるからです。このため、きずの大きさを単純にエコー高さから評価することはできません。
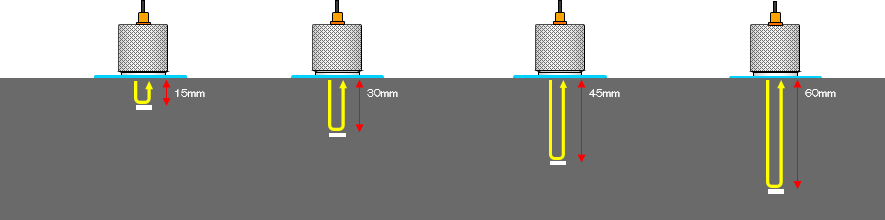
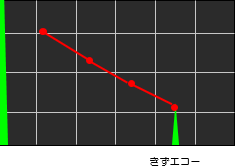
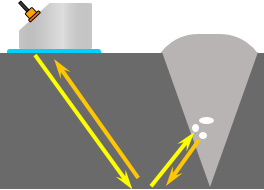
下のイラストは、深さが異なる同じ大きさのきずの探傷イメージです。きずの大きさは同じですが、きずの位置が深くなるにつれてエコーが小さくなる様子が分かります。
距離振幅特性曲線(DAC)
エコー高さはきずの大きさだけでなく探触子からの距離にも左右されるため、きずエコーの大きさを評価するためには、探触子からの距離を考慮する必要があります。探触子からの距離が異なる、同じ大きさのきずエコーの頂点を結ぶ線(距離振幅特性曲線)を描くことで、探触子からの距離を考慮しエコー高さを評価することができます。
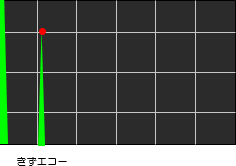
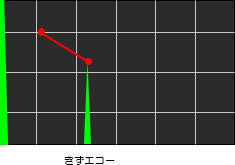
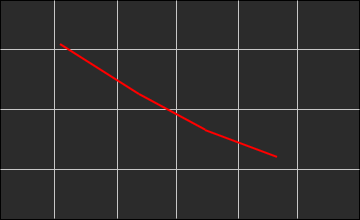
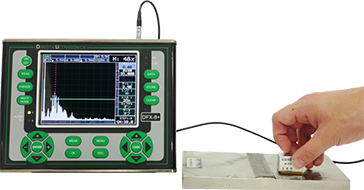
深さの異なる同じ大きさのきず(人工欠陥)が入った試験片を用意し、それぞれのきずエコーの頂点を結ぶ線を描きます。下のイラストでは赤色の線が、距離振幅特性曲線です。
 距離振幅特性曲線(DAC)
距離振幅特性曲線(DAC)
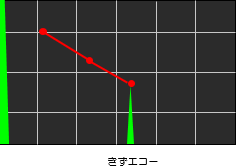
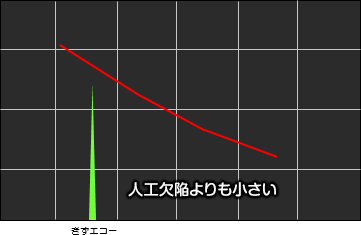
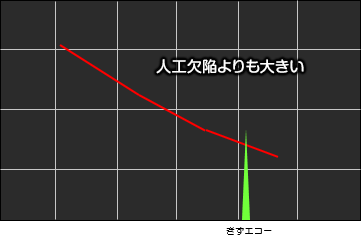
距離振幅特性曲線作成後、探傷を行います。きずエコーが赤色の距離振幅特性曲線を超えると、人工欠陥よりもきずが大きいことを示し、曲線に届かない場合は、人工欠陥よりもきずが小さいことを示します。
以下の例では、左側のきずエコーは、右側のきずエコーよりもエコー高さは自体は高いですが、距離振幅特性曲線の下に位置します。一方で右側のエコーは曲線を超えているため、きずの大きさとしては、右側のきずエコーの方が大きいことが分かります。
このように、距離振幅特性曲線を描くことで、探触子からきずまでの距離を考慮しエコー高さを評価することができます。
探触子の種類
超音波探傷で使用する探触子(プローブ・トランスデューサー)は、垂直探触子、斜角探触子、水浸探触子の3つに分類することができます。また、超音波の受発信部の構造により、一振動子探触子と二振動子探触子に分けることもできます。ここでは、探触子の種類について説明します。

垂直探触子と斜角探触子、水浸探触子について
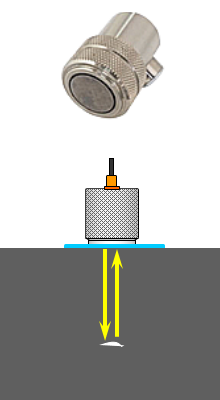
垂直探触子は、厚さ測定や、探触子の下に位置するきずを探傷する垂直探傷で使用します。測定面が粗い場合には、探触子表面の保護のためゴム製の保護膜を装着したり、薄物の測定では送信パルスの影響を除去するために樹脂製の遅延材を装着する場合があります。
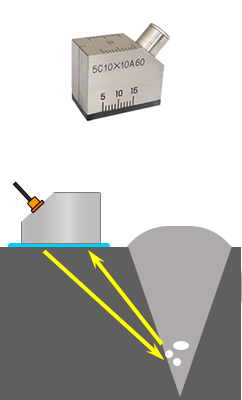
斜角探触子は、超音波を斜めに入射しきずを検出する斜角探傷で使用します。突合せ溶接部の探傷では、余盛のため垂直探傷を行うことができません。またきずの向きによっては、垂直探傷では検出できない場合があります。このような場合に、斜角探傷が使用されます。斜角探傷では、一般的に45~70度の範囲の屈折角を持つ斜角探触子が用いられます。
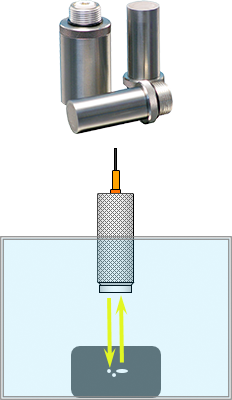
水浸探触子は、試験体を水槽に入れ、探触子を試験体に直接接触させるのではなく、水を介して計測する水浸探傷という検査方法で使用します。水浸探傷では、探触子が直接試験体に接触しないため、垂直探傷や斜角探傷等の直接接触する方法に比べ、接触媒質の厚さや表面粗さの影響が少ないため、安定したエコーを得ることができます。再現性が高く高精度な測定が可能です。
垂直探触子
斜角探触子
水浸探触子
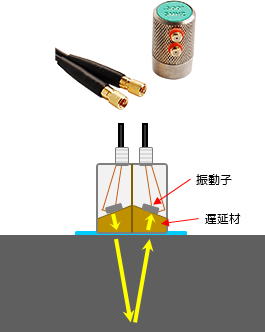
一振動子探触子とニ振動子探触子
超音波の受発信部の構造により、一振動子探触子と二振動子探触子に分けることができます。
一振動子探触子は、受信部と発信部が一つになった探触子です。超音波探傷で主に使用されています。直線性が優れているため正確な距離(ビーム路程)の測定が可能で、また表示器(モニター)ではノイズの少ない美しいエコーを観察することができます。
二振動子探触子は、超音波の発信部と受信部が分割された探触子です。発信と受信の振動子は、超音波がV字を描くように伝播するよう角度が付けて配置されています。表面が多少粗くても測定が可能で、配管等の湾曲した試験体や薄物の測定にも適しています。一方で、超音波を斜めに伝播させるため直線性が悪く、多重エコー等の複雑なエコーの観察にも不適切です。比較的薄い範囲の探傷の他、超音波厚さ計で中心的に使用されています。
一振動子探触子
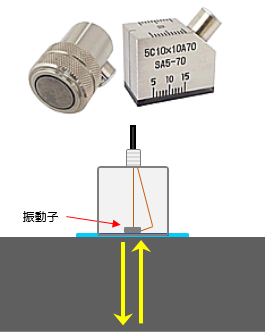
二振動子探触子
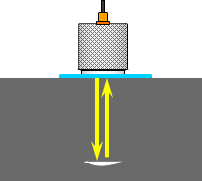
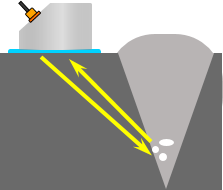
垂直探傷と斜角探傷
探傷方法は、垂直探傷と斜角探傷の大きく二つに分類することができます。
垂直探傷は、試験体に対し垂直に超音波を入射し、探触子の真下に位置するきずを検出する検査方法です。鋼板や鍛鋼品、棒鋼、鋳鉄等の探傷で用いられています。
斜角探傷とは、斜めに超音波を発信して探傷を行う方法です。例えば、溶接部では余盛のため垂直探傷を行うことができません。このような場合には、余盛りを避けて斜めに超音波を入射させることができる斜角探傷を用います。斜角探傷では、一般的に40~70度の屈折角の射角探触子が使用されており、試験体の板厚に応じ屈折角を選定します。
 直射
直射
 1回反射
1回反射
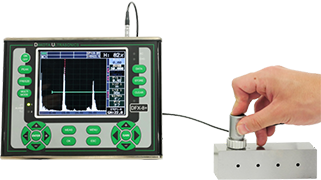
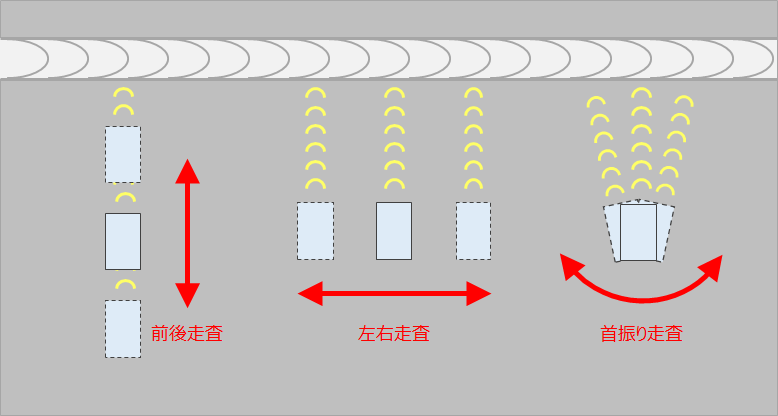
斜角探触子の基本的な走査方法
斜角探傷では、前後走査、左右走査、首振り走査の三つの基本となる探触子の動かし方(走査)があります。きずの最大エコーを求める際に、これらの走査を組み合わせて行います。
斜角探触子の基本的な走査方法
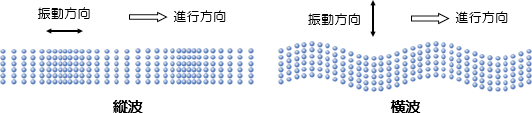
超音波の波の種類には、縦波や横波、表面波、板波などがあります。超音波探傷では、主に縦波と横波が使用されます。
縦波とは、粒子の振動が波の進行方向と同じ縦方向に起こる波のことで、最も伝達が速い波です。垂直探傷では、主に縦波が使用されます。
横波は、粒子の振動が波の進行方向と直角の横方向に起こる波のことです。縦波よりも伝達が遅く、約半分の伝達速度となります。斜角探傷では主に横波が使用されます。
下表は、主要な材料の縦波と横波の音速です。 材質により縦波と横波の音速は異なります。誤った音速で計測を行った場合、正確なきずの深さや大きさを検出することができなくなります。
| 材料 | 音速(m/s) | |
|---|---|---|
| 縦波 | 横波 | |
| 鋼 | 5,920 | 3,240 |
| ステンレス | 5,660 | 3,120 |
| アルミニウム | 6,380 | 3,130 |
| 鋳鉄 | 4,550 | 2,700 |
| 銅 | 4,650 | 2,260 |
| ガラス | 5,770 | 3,430 |
| ポリ塩化ビニル | 2,390 | 1,060 |
| ナイロン | 2,690 | 1,090 |
単位:m/秒