深穴加工の偏心検査 Application Notes - Thickness Measurement
- HOME
- 技術資料
- 測定事例 - 超音波厚さ測定
- 深穴加工の偏心検査
深穴加工の偏心検査

ドリルを用いた金属棒材への深穴加工では、棒材の中心に穴をあけ、外周の肉厚が一定になるよう加工します。しかしドリルの刃が摩耗している等の理由で、真っ直ぐに穴あけが行えず、偏心が生じる場合があります。
通常は棒材を切断しノギス等で測定しなければ偏心を確認することができません。しかし超音波厚さ計を使用すれば、破壊することなく穴の偏心を簡単に確認することができます。
このページでは、超音波厚さ計を用いた深穴加工の偏心検査を紹介します。
測定方法
金属棒材の偏心は、周方向に等間隔で3点(または4点)の厚さ測定を行うことで確認することができます。より精密に偏心を確認する場合は、測定点を増やすことで、詳細な偏心状況を把握することができます。
周方向から測定した各厚さが同じであれば、棒材の中心に正しく穴が空けられていると判断できます。一方、測定値が異なる場合は、偏心が生じています。


金属棒材の外径が20mm以上の場合は、ZXシリーズと7.5MHzの高精度・薄物用のトランスデューサー(プローブ・探触子)の組み合わせで測定を行います。測定方法は管材と同じです。管材の1回測定方法または2回測定方法で測定します。管材の測定方法は以下をご覧ください。
 管材(配管・パイプ)
管材(配管・パイプ)
外径が20mm未満の場合には、分解能に優れた精密検査用の超音波厚さ計PVXと先端が細いペン型のトランスデューサーの組み合わせて測定を行います。測定方法は「小径配管・パイプ」の測定をご覧ください。
 小径配管・パイプ
小径配管・パイプ
平角棒の測定
棒材以外に、平角棒でも超音波厚さ計を使用した偏心の確認を行うことができます。
平角棒の偏心の確認では、加工穴の始端付近と終端付近のそれぞれの表面から加工穴までの距離を、超音波厚さ計で測定します。この時、加工穴の始端と終端での測定値が同じであれば、偏心なく穴が加工されていると判断できます。始端付近と終端付近で加工穴までの距離が異なる場合は、偏心が生じています。
偏心なし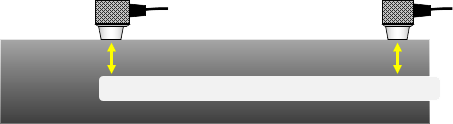
偏心あり
対応トランスデューサー
| 周波数 | 径 | 種別 | 探触子 | 対応機種 | 部品番号 |
|---|---|---|---|---|---|
| 7.5MHz | 12mm | 高精度・薄物用 | 二振動子 | ZXシリーズ | TT-D7-14HR |
| 10MHz | 2mm | ペン型 遅延材付き | 一振動子 | PVX | TT-SD10-116P |
| 10MHz | 2mm | ペン型/ショートタイプ 遅延材付き | 一振動子 | PVX | TT-SD10-116PR |
| 15MHz | 2mm | ペン型 遅延材付き | 一振動子 | PVX | TT-SD15-116PR |